尊敬的捷配用户:
您好!很高兴您来到捷配凯发k8国际手机app下载官网,请花几分钟时间阅读以下内容,以便于您更好的开启和我司的合作之旅!捷配感恩有您!
1.pcb事业部上班时间安排(生产24小时运作,每周一机器保养)
1.1 、周一-周六:上午08:40-12:00,下午13:30-18:00;周日休息,法定节假日上班时间另行通知
1.2、除以上时间外,有问题可以留言,看到会第一时间处理
1.3、400服务热线(正常工作时间是周一-周六:08:00-22:00)
2.安排订单时间(订单越早安排越好)
2.1 、周一-周六:付款时间(非下单时间)在20点前的正常当天安排,以下情况交期延迟1天:
(一)、20:00后付款
(二)、20:30分后更新文件
(三)、21:30分后确认工程问题(问客在21点30分之后,客户在15分钟内回复完毕,交期不会增加)
2.2、 周六20点之后和周日下单付款交期等同于周一下单付款
2.3 、周一工厂机器保养,当天不算交期。例如,周六20点前确认的订单,交期2天,预计发货时间是周二而不是周一
2.4、 法定节假日订单安排另行通知
2.5、 使用免费打样券订单,交期将增加1个工作日
2.6、 在上班时间内,提交订单后,我司将会及时安排审核,审核时间大约为10到40分钟,特殊订单评估时间大约为24小时内,如果快在12小时内(请客户以审核通过后为准);工程端处理文件:样板(无eq)不拼版的情况大约20分钟内,其他(无eq)大约为60分钟到120分钟。具体时效视文件而定
若文件有问题,我司会以短信或微信公众号推送或语音电话(0563-5223007)通知订单联系人,为了确保交期,请及时登录会员中心或微信公众号查看并回复。
2.7、 修改或取消订单说明:订单付款后发现文件有问题,客户端需要修改或者取消订单。
(一)、如果订单没有安排生产(未在拼版生产中状态),麻烦您及时联系您的专属客服修改或者取消(注:订单在工程文件已完成但并未拼版状态,修改需要收一半工程费用,取消需要收全部工程费用)
(二)、 如果订单在拼版生产中状态,则无法修改或者取消订单
3.交期时间
3.1 、交期24小时:24小时指的是在正常安排订单日是今天下单明天发货,而非从确认下单时间算24小时发货,48小时、72小时等也是一样的意思
3.2 、预计发货时间正常以审核通过为准
3.3 、我司主要合作快递为顺丰,快递最晚一班收件时间为凌晨2点,发货时间在2点之前均按照前一日计算,不算逾期,快递时效几乎不受影响。
例如预计发货时间是25号,在26号凌晨2点前取件为正常交期范围内
3.4 、其他合作快递:京东快递和跨越快递,客户可以根据情况自行选择快递方式
3.5 、快递选择工厂自提意指去我司工厂自取板子,自取板子规范可联系您的专属客服
4.财务相关事项
4.1、 凯发k8国际手机app下载的支付方式:在线支付:支付宝、微信扫一扫支付;线下转账(此处需特别注意:转账成功后,需要您把转账成功的截图和注册捷配的手机号码一同发给您会员中心右上角的专属客服或者qq:800172256,他会第一时间安排财务帮您充值到账户,您才能支付订单!)
4.2 、发票申请:由于样品金额小、款数多,所以平台是累积开票,如果普票金额不满200元但必须大于30元/专票金额不满1000元但必须大于300元,需到月底20-25号在后台提交开票资料,财务统一开.
4.3、提现申请:周一-周日,申请提现后,会显示冻结状态(保证资金安全),财务将在下周一统一处理,预计最快下周一到账
5.补充
5.1 、如果是初次合作,您是工程师,下单前请务必阅读下单前工程师必看;如果您不是工程师,请将此转发给工程师
5.2 、同一天同一个文件不允许拆单下单,系统会提示:拆单失败,无法上传
5.3 、同一天有多款板子,建议您可以加入购物车,统一提交,这样只收取一个快递费用
5.4 、提交订单后,可以等审核通过再支付也可以先支付再审核,如果产生差价,多退少补(有些文件有特殊工艺会需要加钱)
5.5 、有任何问题,可以电话或qq联系您会员中心我的订单右上角您的专属客服
捷配制程工艺及设计规范要求
1.下单要求:针对单双面样品压缩包内的文档以及gerber内的写入要求都视为无效,工艺要求请在下单时注意好并正确选择工艺,有特殊要求请在客户备注中注明。
2. 客户下返单时请注意:首次制作样品或小批量,请确认功能正常无品质缺陷再下返单,若因工程资料导致的错误,只接受投诉第一个(首批)订单。
3.pcb自动转gerber (为提高工程制作效率,我司已经开发出ems工程自动化系统),针对样品资料目前均用系统自动转换,目前能转换dxp15、ad17、ad20, pads、99se等pcb文件,如客户pcb原稿有特殊版本要求时,务必备注在erp系统备注栏,否则样品料号均用自动转换gerber系统输出(默认ad20版本). 若pcb资料内有锁孔/锁槽/锁线路/锁阻焊/锁文字或者虚拟区等转不出gerber的,此类问题属于客户工程师设计不规范,样品料号由客户自己负责。


4.pads软件设计,输出资料我司采用hatch(填充)恢复铺铜,泪滴以实际文件输出为准。此软件转换gerber容易出现文件缺失、焊盘变形等问题,建议客户提供gerber文件,下批量单前建议客户先打样。

5.设计方孔/方槽<1.0mm时,我司做不出方角,只能按圆孔制作,在正常补偿的基础上多加大0.05mm;槽在两头各拉长0.1mm;≥1.0mm孔/槽优化时会在4角加角孔(钻锣刀加工做不出90度直角,按r0.25-0.4mm圆角)。

6.关于半孔工艺说明:我司最小半孔0.8mm,最小孔距0.5mm。(1)若半孔需做有铜请在系统中勾选“半孔”(做pth孔会增加蚀刻前锣槽工序会增加做板费用);(2)对半孔要求含铜,外观要求不严的情况下我司按常规工艺制作,允许接受孔内有少许毛刺和半孔位板边轻微扯铜现象;(3)若半孔可以做无铜,在客户备注栏备注说明。


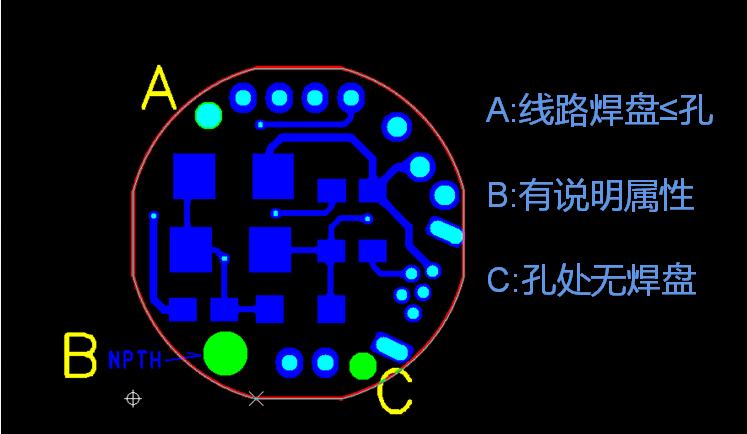
7. npth孔判断依据:(1)分孔图有定义属性或有备注说明;(2)线路焊盘≤孔,(3)有孔无线路焊盘,(4)无电器性能连接的孔(不接地线和铜皮的),(5)设计在gko/gm1层位于铜皮上但阻焊层孔圈没有开窗。
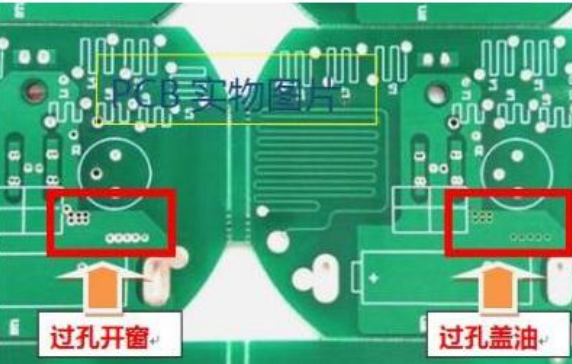
8.关于via孔覆盖阻焊油或开窗说明:⑴提供原稿为gerber文件,一律按文件加工,不理会系统的过孔处理勾选内容;⑵ 99se或ad软件设计,客户孔径没有定义via属性,默认按pth孔开窗制作;⑶系统下单为过孔盖油,若提供文档还有过孔塞油信息样品默认按过孔盖油处理,不会发送eq咨询此类问题,若需塞油请在系统勾选“过孔塞油”选项。
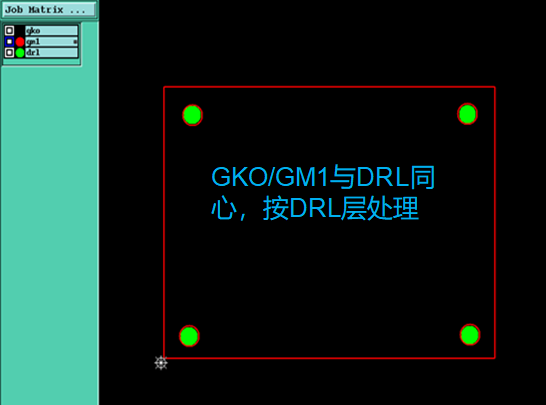
9.原稿设计有同心圈,gko层与gm1层圈同心,同层设计多个不同直径同心圆,钻孔层有gko/gm1圈与其同心。当gko层与gm1层圈同心我司默认按gm1层直径;gko或gm1有多个不同直径同心圆我司默认按小圈;drill层有gko/gm1圈按钻孔(drill)层大小。

10.线路网格我司最小制程能力≥0.2*0.2 mm,若原稿设计未达到制程能力,样品我司cam制作时会直接把网格填实为铜皮处理。若客户对网格或铜皮要求比较严谨,资料设计时需优化好或在客户备注栏说明下。

11.文字印刷线路板行业中制程为字高/字宽:0.8/0.15 mm(字符宽高比1:5),若低于此制程,实物板可能会模糊不清。(1)字符有空间移动优化,低于15处cam工程师优化放大字符宽度及高度,若多处需要移动样品直接按字符模糊制作。(2)焊盘上设计的文字样品直接按掏取文字制作(保证文字不上焊盘影响焊接)。

12.关于加ul说明:文档信息或下单备注栏有说明需加ul等,若客户没有提供ul我司默认添加捷配ul,周期国内订单按年周,国外订单按周年。

13. 关于单面板阻焊颜色:(1)单面板若两面需要不同颜色,需在客户备注栏清楚(因为单面板各厂工艺不同,理解会有分歧易出错)。例如:线路面做绿色,非线路面做黑色。(2)系统顶层备注颜色默认为线路面,底层备注无默认为非线路面,若有特殊要求客户备注栏详细说明。

14. 阻焊开窗,指不覆盖阻焊油墨,焊盘阻焊开窗即焊盘不需要覆盖阻焊油墨,以便焊盘能够上锡焊接。焊盘开窗请设计阻焊层(solder mask layer ),(1)如果阻焊层与焊盘层(pad master)、锡膏层(paste——用于制作钢网文件)有冲突的时候,当防焊层比焊盘层和锡膏层多开窗时,直接按阻焊层制作;当防焊层比焊盘层和锡膏层少开窗时,则eq提问;(2)pth孔设计单面开窗此类问题我司默认按单面处理,不会eq咨询。为保证油墨不入孔,会在没开窗面添加单边比孔大0.1-0.15mm防焊挡油点(成品孔边会有露铜上表面现象)。

15.阻焊桥,通常指在ic pin脚或smd焊盘之间保留的阻焊膜(保留阻焊桥是为了防止焊接时焊锡桥接短路)。成品铜厚1oz原稿ic脚/贴片间距≥0.2mm,成品铜厚2oz原稿ic脚/贴片间距≥0.25mm,详细如下图:间距设计超制程我司生产中无法做出阻焊桥,单、双面样品没有要求工程默认按开通窗处理;多层板和批量问客咨询。若客户非要阻焊桥需在客户备注栏说明,并接受卸取部分ic/焊盘满足桥做出。

16.客户设计的外形层序放置目前比较凌乱,造成cam制作时常漏做或多做,为预防品质隐患现统一标准:外形边及无铜孔/槽请放置在机械层(行业规范是gm1层),keep-out(gko)层为禁止布线层(用于定义电气外形),但出于部分客户设计习惯放置为gko层,那么就建议同个资料外形要放在同一层,不要分开放置。外形边、无铜孔/槽等我司cam工程师只理会gm1、gko、分孔图(gdd)这3层,若设计不在此3层出现漏做工程不担此责。

17. set拼板工艺边的要求:(1)我司默认在工艺边添加定位孔(锣板做管位孔和治具测试做定位)和mark(贴片时便于机器识别定位)点;(2)多层板内层工艺边铺铜(均衡电流、控制板翘等);(3)工艺边未满足3mm默认加大到3mm制作(<3mm工艺边v割机超制程能力).

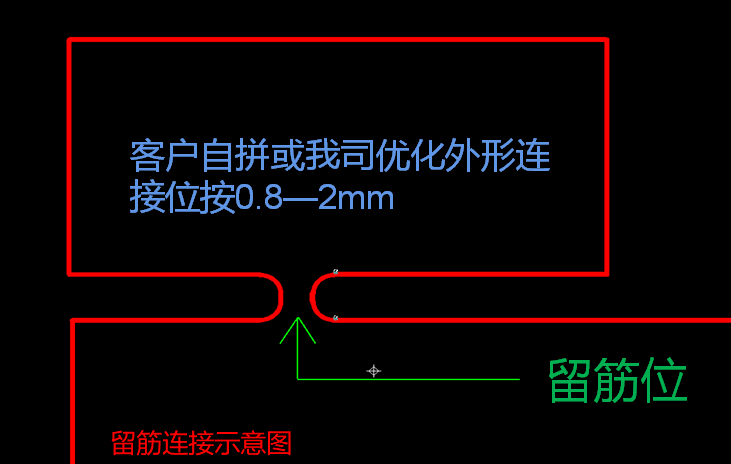
18.关于拼板要求,目前我司拼板连接方式主要有v割、邮票孔 锣槽、留筋、邮票孔等。(1)v割方式:最小尺寸70*70mm,板厚0.8-2.4 mm,异形尺寸拼板时常导致工艺边为悬空状(v割时容易断裂),样品默认在悬空处加挡板 邮票孔连接;(2)邮票孔方式:邮票孔没有要求情况下,我司默认按成品0.45-0.55mm孔径,孔距按0.3mm,添加位置在外形边的中间处,孔数5-8个;(3)留筋方式:客户自拼,连接位0.8-2mm,我司按原稿制作,大于2 mm咨询连接位是否需v割或添加邮票孔。(4)下单为单片,尺寸也为单片,资料为拼板,样板我司直接按单片做。

19. 异形尺寸拼板,若拼板后夹角小于90度,锣刀锣不进夹角内,成品掰开后尖角处会有部分缺角和轻微的毛刺,若客户对此缺陷要求严格请在备注栏说明,不然就当作接受此现象。针对铝基板,因铝基板最小钻孔刀具为1.2mm,故加不了角孔,夹角处有缺角和毛刺请允许接受,若要求比较严请在备注栏说明。

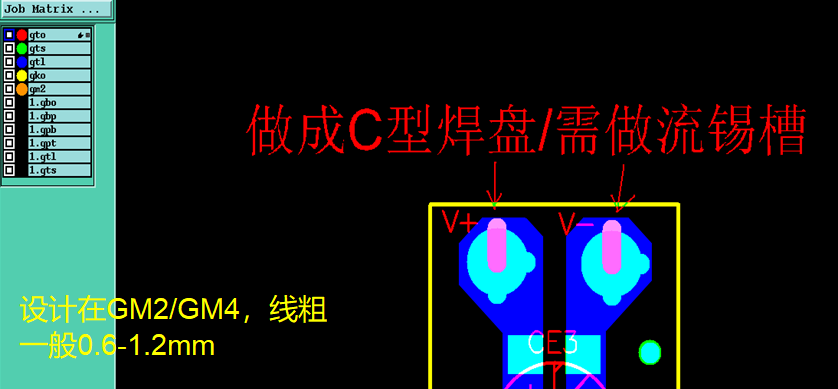
20.关于流锡槽说明:由于客户众多,流锡槽设计也五花八门,为便于漏做流锡槽或误开成槽,强调客户按行业规范设计在mechanical4(机械4层——用于铜箔开破锡槽)或gm2层(多数客户设计在此层),不要设计在gko或gm1层(容易当做无铜槽处理),也不要设计在阻焊或贴片层(会按开窗处理)。若没有按规范设计需在备注栏或gerber资料内用文字说明。
以上请知悉!感谢您的耐心阅读,捷配祝您生活愉快!让产业更高效,让生活更美好!
杭州捷配信息科技有限公司